
بلبرینگها در اصل برای تحمل بارهای سنگین و افزایش عمر خدمات ماشینآلات با کاهش اصطکاک و توزیع نیرو طراحی شدهاند و نسبت به شوک و ضربههای سنگین بسیار حساس هستند. بنابراین، راهاندازی نامناسب دستگاه یا نصب نادرست بلبرینگ میتواند به عناصر و قطعات بلبرینگ صدمه زده و باعث ایجاد صدای زیاد و لرزش سطوح شود و همچنین چرخش بلبرینگ را تحت تأثیر قرار دهد. در این مقاله قصد داریم تا آموزش و راهنمایی نصب، جا زدن و بیرون آوردن بلبرینگ را به شما آموزش دهیم. در همین راستا پینیون دارای متخصصان حرفه ای در زمینه به کارگیری و نصب انواع بلبرینگ صنعتی می باشد. شما می توانید با ما تماس بگیرید

صدمات وارده به بلبرینگ ممکن است هنگامی که ذرات کوچک وارد بیرینگ میشوند و باعث آلودگی قطعات یا ماده روانکننده میگردند، نیز رخ دهد. حتی کمترین و کوچکترین ذرات خارجی میتوانند بلبرینگ را آلوده کرده و عمر سرویس دستگاه را به خطر اندازند. اما با راهاندازی صحیح دستگاهها و استفاده از ابزارهای مناسب هنگام نصب و بیرون آوردن بلبرینگ میتوان از این صدمات جلوگیری کرد.
یكی از عواملی كه تأثیر زیادی بر عملکرد و اعتبار یک بلبرینگ و طول عمر بلبرینگ دارد، نصب صحیح و اصولی آن است. اما پیش از انجام مراحل نصب و جا زدن بلبرینگ، چند قانون اساسی باید رعایت شود، به ویژه:
- تمام ابزارها، قطعات و اجزاء دخیل در روند مونتاژ و تنظیم، باید از قبل از آغاز فرآیند نصب و جا زدن بلبرینگ در دسترس قرار گیرد.
- تا قبل از نصب، بلبرینگها و قطعات آن باید در داخل بستهبندی اورجینال خود قرار گیرند (جهت محافظت از تمام قسمتها [مخصوصاً بلبرینگها] در برابر آلودگی و خوردگی).
اگر بسته بندی بلبرینگ از قبل باز شده باشد (به علت نگهداری نادرست)، احتمال آلودگی آن بالا میرود. پس قبل از نصب آنها را بشویید و خشک کنید. بلبرینگهای دارای آب بند و حفاظ که از قبل روانکاری شدهاند، قبل از نصب نیاز به شستشو ندارند. محیط کار و سطح دستگاه را در قسمت نصب بلبرینگ بررسی کنید: امکان دارد به تمیزکاری، شستشو و زدودن گرد و غبار نیاز داشته باشد. نقشهها و دستورالعملهای لازمه را جهت مطابقت با مشخصات بلبرینگ خریداری شده و مشخص نمودن جهتگیری صحیح بلبرینگ در مونتاژ، مطالعه و بررسی کنید. ترتیب فعالیتها و مراحل نصب را برای از بین بردن ریسکها و اشتباهات احتمالی، رعایت کنید. از ابزار و وسایل مناسب برای هر یک از شیوههای نصب استفاده کنید.
قبل از شروع فرآیند نصب، باید نشیمنگاه و تکیهگاه بلبرینگ بررسی شود، آلودگیها و آسیبهای احتمالی باید از سطوح نشیمنگاه برداشته شود و در صورت لزوم با نفت سفید «Anticor» تمیز شود. به طور کلی بلبرینگهای جدید نباید شسته شوند، اما در صورت بهرهگیری از بلبرینگ استفاده شده، ممکن است نیاز باشد، آنها را با «Anticor» تمیز کنید. قبل از نصب، نشمینگاهها و تکیهگاههای بلبرینگ (سطوح تماس) باید کمی با روغن یا گریس روغنکاری شوند تا روند مونتاژ آسان و از خوردگی سطوح محافظت شود.
تلرانس ابعادی و هندسی قطعات دخیل در مونتاژ باید قبل از شروع فرآیند نصب مورد بررسی قرار گیرد. برای اطلاعات بیشتر در این مورد به صفحه تلرانس بلبرینگ مراجعه فرمایید. زیرا عملکرد بلبرینگها میتواند به واسطه انتخاب قطعات نامناسب و ضعیف، به شدت تحت تأثیر قرار گیرد. تلرانس بیرینگها توسط کلاسهای تلرانس تعریف شده در استانداردهای ISO 492 (بلبرینگهای شعاعی) و ISO 492 (بلبرینگهای فشاری) شرح داده شود. این کلاسها به دلیل تأثیرگذاری بر عملکرد بیرینگها واجد اهمیت هستند.
- همانطور که میدانید، تلرانس بلبرینگ به سه جنبه از دقت اشاره دارد: دقت ابعاد خارجی، دقت ماشینکاری و دقت اجرا. دقت ابعادی به ابعاد خارجی و بیرونی بلبرینگ، مانند قطر سوراخ، قطر بیرونی، عرض رینگ داخلی و عرض رینگ بیرونی اشاره دارد. این پارامتر برای تعیین شفت و اتصالات هوزینگ در مونتاژ و نصب بلبرینگ مهم است.
- دقت ماشینکاری دقت فرآیند تولید را نشان میدهد و در هنگام انتخاب تلرانس برای شفتها و هوزینگها از اهمیت بالایی برخوردار است. این پارامتر هنگام مقایسه یک بلبرینگ با بلبرینگ دیگر، تغییرات ابعادی، به عنوان مثال تغییرات عرض داخلی و بیرونی رینگ را اندازه میگیرد.
- دقت یا دویدگی اجرایی، میزان دویدگی شعاعی و محوری را برای رینگ داخلی و بیرونی، دویدگی جانبی را برای رینگ داخلی و قطر بیرونی و در نهایت دویدگی قطری را برای رینگ خارجی اندازهگیری میکند. این پارامتر برای به حداقل رساندن لرزش و ناهمترازی در یک مونتاژ بسیار مهم است.
برای برنامههای کاربردی که به چرخش و سرعت عملیاتی متوسط نیاز دارند، بلبرینگهایی با کلاس تلرانس نرمال انتخاب خوبی هستند. با این حال، برای برنامههایی که در آن دقت بیشتری لازم است، باید یک کلاس تلرانس با دقت بیشتر را انتخاب کنید. کلاس تلرانس 6 به معنی دقت کمتر نسبت به کلاس تلرانس 4 و کلاس تلرانس معمولی (نرمال) از کلاس تلرانس 6 کم دقتتر است. کلاس تلرانس بلبرینگ باید بر اساس الزامات کاربردی برای پارامترهایی که قبلاً ذکر شد، انتخاب شود.
از آنجا که عملکرد خوب بلبرینگ به اتصالات تداخلی مناسب برای رینگها بستگی دارد، انتخاب اتصالات باید قبل از نصب بلبرینگ انجام شود. رینگها باید به خوبی در روند مونتاژ پشتیبانی شوند، اما خیلی محکم نباشند، زیرا بسته به کاربرد، ترخیص داخلی بلبرینگ تغییر خواهد کرد. بنابراین، ترخیص باید متناسب با اتصالات باشد. این بدان معناست که علاوه بر چک کردن تلرانسها، شما باید مطمئن شوید که بلبرینگ دارای ترخیص مناسب باشد و اتصالات آن خیلی شل و یا خیلی محکم نباشد.
جهت نصب بلبرینگها، از تجهیزات محافظت شخصی مناسب برای جلوگیری از صدمات و آلودگی محصول استفاده کنید. دستکش ایمنی، کفش و عینک نه تنها ایمنی کارگران را تضمین میکند، بلکه از آلودگی بلبرینگ به وسیله ذرات خارجی نیز جلوگیری به عمل میآورد. انتخاب یک روش مناسب برای نصب، بستگی به نوع بلبرینگ، اندازه و اتصالات آن دارد. بلبرینگهایی با سوراخ استوانهای در بیشتر موارد با فشار دادن آنها روی شفتها یا گرم کردن آنها که باعث انبساط قطر میشود، نصب میشوند، بلبرینگهای دارای سوراخ مخروطی را نیز میتوان مستقیماً با استفاده از بوشهای مخروطی روی شفتهای مخروطی یا استوانهای نصب کرد.
روش مکانیکی (روش سرد)
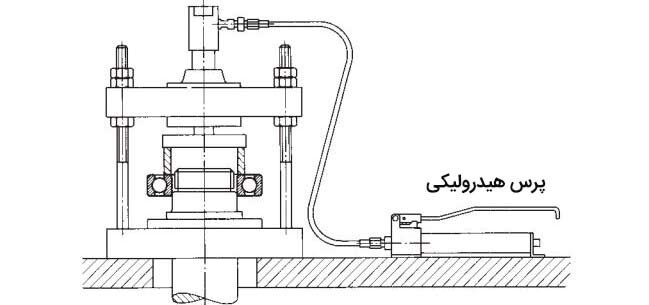
روش هیدرولیکی
روش گرمایشی با حرارتی
- صفحات داغ (Hot Plates) برای گرمایش بلبرینگهای کوچک
- هیترهای القــایی (Induction Heaters) برای گرمایش بلبرینگهای بزرگ تر
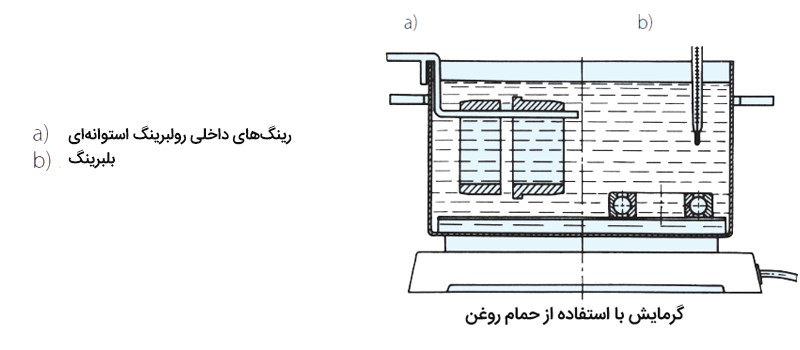
- حمام روغن (oil bath):برای گرمایش یکنواخت، بیرینگهای غلتشی به طور کلی در یک حمام روغن غوطه ور میشوند که از نظر ترموستاتیک تا دمای 80 تا 100 درجه سانتیگراد کنترل میشود.
- اتاقک هوای گرم (Hot Air Cabinet): یک روش ایمن و تمیز برای گرم کردن بیرینگهای غلتشی که تنظیم ترموستات و کنترل دقیق دما را فراهم میکند.
نکات احتیاطی
- در همه روش ها اعمال نیرو روی رینگ از طریق عناصر غلتشی ممنوع است.
- در همه روش ها باید از وارد آمدن ضربه مستقیم به قفسه، رینگها، آب بندها و اجزای غلتشی، ممانعت به عمل آید.
برای بلبرینگهایی که دارای سوراخ داخلی استوانهای هستند، ابتدا رینگ داخلی نصب میشود. با این وجود، اگر بلبرینگ تفکیک ناپذیر باشد، ابتدا باید قسمت گیردار و محکم نصب شود و اگر بلبرینگ تفکیک پذیر باشد، رینگ داخلی و خارجی به طور جداگانه و مستقل نصب میشوند. در هر دو حالت، نصب میتواند به صورت مکانیکی انجام شود که این روش «نصب سرد» و گرم کردن بلبرینگ قبل از نصب، «نصب گرمایشی یا حرارتی» نامیده میشود. روش سوم نیز نصب هیدرولیکی است که بیشتر برای بلبرینگهای بزرگ استفاده میشود.
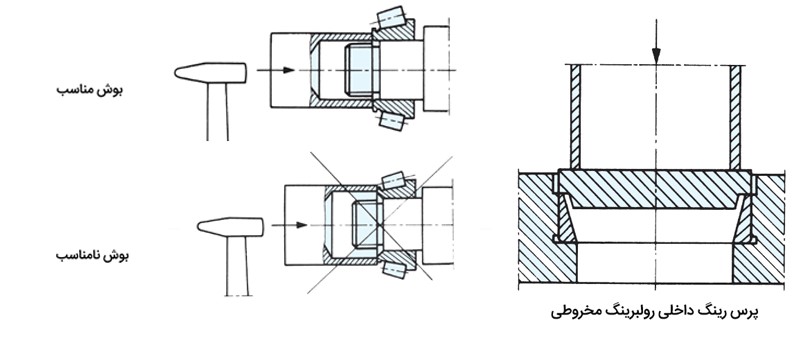
بلبرینگهای کوچک با قطر کمتر از 80 میلیمتر با روش سرد (فشار مکانیکی) بر روی شفت یا محفظه پرس میشوند. برای روش پرس اتصالات، یک ابزار فشاری بر روی رینگ داخلی قرار میگیرد، سپس بلبرینگ روی شفت، به آرامی فشرده میشود، تا اینکه یک طرف رینگ داخلی در مقابل شفت قرار گیرد.توجه داشته باشید که ابزار فشاری نباید روی رینگ بیرونی قرار گیرد، زیرا این ممکن است به بلبرینگ آسیب برساند. در صورتی که اعمال فشار امکانپذیر نباشد، بلبرینگهای کوچک را میتوان با استفاده از ضربههای آرام و یکنواخت چکش

(به منظور عدم آسیبرسی به بیرینگها و توزیع یکنواخت نیرودر کل محیط) و بوشهای مخصوص ساخته شده از آلیاژ نرم (شکل a ، b) بر روی شفت سوار کرد.
این روش همچنین هنگامی ترجیح داده میشود كه بلبرینگها به یک انطباق مناسب و محکم نیاز داشته باشند، اما هرگز نباید برای بلبرینگهای بزرگ استفاده شود. ابزار فشاری باید همیشه روی رینگ داخلی قرار گیرد. برای بلبرینگهای تفکیک ناپذیر که به یک اتصال و انطباق محکم احتیاج دارند، ابزار فشاری روی هر دو رینگ قرار میگیرد و آنها همزمان با یک پرس هیدرولیکی، یا با پیچ نصب میشوند.
در صورت فشار و پرس همزمان بلبرینگ بر روی شفت و در محفظه، باید از صفحه واشر مخصوص (در هر دو رینگ) استفاده شود تا هم نیرو به طور یکنواخت توزیع گردد و هم از ورود رینگ خارجی در هنگام ورود دستگاه به داخل محفظه ممانعت به عمل آید. این موضوع در خصوص نصب بیرینگهای خود تنظیم و رولبرینگهای کروی بسیار مهم است. در بیرینگهای خود تنظیم که در آن ساچمهها کمی از لبه بلبرینگ بیرون زدهاند، صفحه واشر (رینگ میانی) باید دارای فرورفتگی باشد تا به ساچمهها آسیبی وارد نشود (شکل d).
نصب بلبرینگهای اندازه متوسط (قطر 80 تا 200 میلیمتر) و بزرگ (قطر بزرگتر از 200 میلیمتر) با انطباقات تداخلی زیاد به علت نیاز به نیروی فشاری بزرگ برای نصب، بسیار دشوار بوده و با روش سرد امکانپذیر نیست. به همین دلیل در این موارد از روش گرمایشی (حرارتی) استفاده میشود که نصب بلبرینگ را آسانتر کرده و میزان خطرات و خسارات احتمالی را کاهش میدهد.
میزان دمای لازم
میزان دمای لازم برای عملیات گرمایشی، به نوع بلبرینگ و نوع سازنده آن بستگی دارد که برای بیرینگهای نصب شده بر روی شفت با میزان انطباقات تداخلی کم، کافی است تا آنها را تا 60 الی 70 درجه سانتیگراد در یک مخزن که بطور ویژه برای چنین عملیاتی آماده شده است گرم کنند. همچنین برای بلبرینگهای SKF، دمای گرمایشی توصیه شده برای بلبرینگهای روکشدار (پلمپ شده) 80 درجه سانتیگراد و 120 درجه سانتیگراد برای بلبرینگهای رو باز و فاقد بستهبندی است. هنگام گرمایش بین دمای 80 تا 100 درجه سانتیگراد، انبساط کافی حاصل میشود.
در این هنگام میتوان بیرینگها را تا 100 درجه سانتیگراد گرم کرد. در طی فرآیند گرمایش دما باید با دقت کنترل شود و نباید بیشتر از 120 الی 125 درجه سانتیگراد باشد. زیرا ممکن است خطر تغییر در ساختار داخلی مواد و همچنین تغییر ابعاد بیرینگ رخ دهد. برای توزیع یکنواخت گرما و جلوگیری از گرمایش موضعی و بیش از حد بلبرینگها، بهتر است از گرمکنهای القایی مخصوص با دمای کنترل شده ترموستات استفاده کرد. با این روش بلبرینگ از قبل گرم شده و در نتیجه رینگ داخلی منبسط و نصب آن آسانتر میشود.

روشهای دیگری مانند گرم کردن بلبرینگ در روغن نیز قابل استفاده است ، اما در این حالت خطر آلودگی افزایش مییابد. رینگهای داخلی بیرینگ، پس از نصب بر روی نشیمنگاه ها باید توسط بوش مونتاژ، در جهت مخالف شانه شفت محکم فشار داده شوند. بیرینگهای روانکاری و آب بندی شده نباید قبل از مونتاژ گرم شوند زیرا این امر میتواند باعث کاهش کیفیت روانکار شود. در صورت تداخل بسیار زیاد بین رینگ بیرونی و هوزینگ، اگر طراحی آن مجاز به انجام چنین عملی باشد، ممکن است این هوزینگ تا 60 الی 70 درجه سانتیگراد گرم شود. در حین نصب رولبرینگهای استوانهای تفکیک پذیر، رینگ داخلی باید با حرکت مارپیچ با دقت روی شفت سوار شود تا ضمن تماس با رینگ بیرونی و عناصر غلتشی در معرض آسیبهای ناشی از مسیرهای جادهای یا عناصر نورد (غلتشی) قرار نگیرد.
مشابه این روند باید هنگام نصب رولبرینگ استوانهای در هنگامی كه رینگ داخلی با عناصر غلتشی بر روی شفت سوار شده و رینگ بیرونی در تکیهگاه هوزینگ قرار دارد، انجام گیرد. پس از نصب، بررسی ترخیص شعاعی الزامی است. این مخصوصاً برای رولبرینگهای استوانهای و کروی که به طور کلی با تداخل بیشتری نسبت به بلبرینگها نصب شدهاند، کاربرد بیشتری دارند.
ترخیص شعاعی در رولبرینگهای استوانهای و کروی با استفاده از حسگر بررسی میشود. ترخیص مونتاژ در بلبرینگهای شعاعی و رولبرینگهای استوانهای کوچک با استفاده از گپ گیج بررسی میشود. در صورت عدم امکان بررسی ترخیص، بررسیها میتوانند به ارزیابی سهولت چرخش محدود شوند. بیرینگها باید به طور یکنواخت و بدون هیچگونه تشنجی بچرخد. همین قوانین در مورد نصب بلبرینگهای تماس زاویهای و رولبرینگهای مخروطی نیز اعمال می شود. با این وجود باید همواره از بوشهای مناسب نصب استفاده گردد. روشهای نصب رینگهای بلبرینگ با استفاده از بوش در شکل های زیر نشان داده شده است.
یكی از شرط های لازم برای کارکرد مناسب رولبرینگ های مخروطی و بلبرینگهای تماس زاویهای، حفظ ترخیص مناسب شعاعی و محوری است. این بیرینگها معمولاً به صورت جفت و با ترتیب پشت به پشت یا رو در رو کار میکنند و نصب مناسب آن بر ترخیص محوری جفت بلبرینگ تأثیر دارد.
بلبرینگ های دارای سوراخ داخلی مخروطی، بر روی شفت مخروطی یا استوانهای به صورت تداخلی و با استفاده از بوشهای تبدیلی ((Adaptor sleeves یا بوشهای کششی (Withdrawal sleeves) نصب میشوند. درجه تداخل با تعیین میزان حرکت بلبرینگ بر روی نشیمنگاه شفت، مشخص میشود.
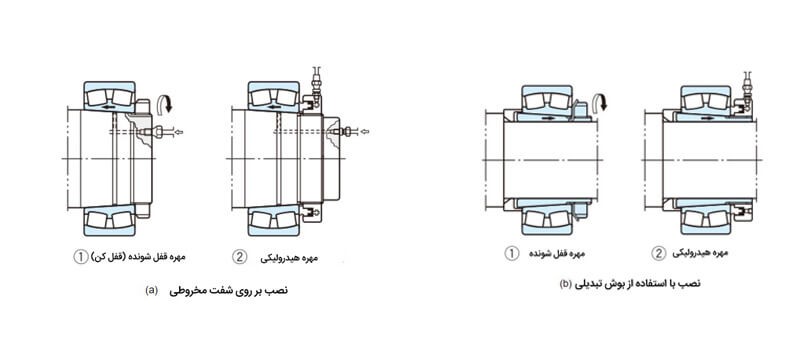
بلبرینگهای کوچک با قطر سوراخ کمتر از 80 میلیمتر را میتوان به کمک ابزار اتصالات بلبرینگ یا مهره قفل شونده بر روی نشیمنگاه شفت مخروطی حرکت داد. برای بلبرینگهای نصب شده با بوش تبدیلی، از آچار قلابدار یا ضربهای باید استفاده شود، و برای بلبرینگهایی که با بوش کششی سوار شدهاند، یک ابزار اتصالات یا مهره بهترین ابزار برای استفاده است.
برای بلبرینگهای متوسط با سوراخ مخروطی، ابزار مناسب برای نصب بلبرینگ متوسط، آچار ضربهای است، اما از روش بالاروی (Drive-up) و روش تزریق روغن نیز میتوان استفاده کرد. دو روش آخر در بلبرینگهای سایز بزرگ نیز قابل اعمال است. برای بلبرینگهایی با قطرها سوراخ بیشتر از 200 میلیمتر، روش مهره هیدرولیکی توصیه میشود و در صورت لزوم SKF توصیه میکند از شیارها و مجاری برای توزیع روغن بر روی شفت و ورود آن به محل تماس استفاده شود.
نصب بلبرینگهای بزرگ با استفاده از مهرههای هیدرولیکی برای نشیمنگاههای شفت مخروطی، بوشهای تبدیلی و بوشهای کششی مناسب است. مهره هیدرولیکی باید روی قسمت رزوهدار شفت یا بر روی رزوه بوش به گونهای قرار گیرد که پیستون آن با رینگ داخلی بلبرینگ یا شفت در تماس قرار گیرد. هنگامی که روغن به مهره هیدرولیکی پمپ میشود، پیستون بصورت محوری جابجا میشود، بنابراین رینگ داخلی به جلو رانده شده و با خیال راحت و با دقت نصب انجام میشود.
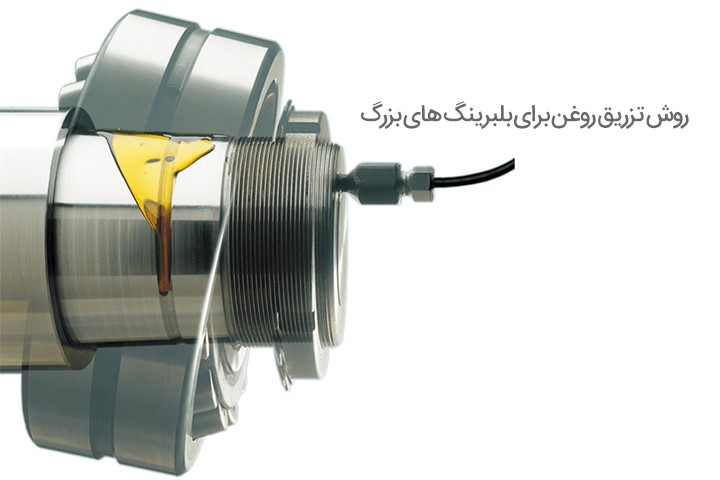
روش تزریق روغن (روش هیدرولیک) نیز برای نصب بلبرینگهای بزرگ با رینگ داخلی مخروطی استفاده میشود در این روش، روغن تحت فشار زیاد از طریق مجاری و شیارهای توزیع بین بلبرینگ و نشمینگاه تزریق میشود. این روغن یک لایه نازک بین دو سطح تشکیل میدهد، که باعث کاهش اصطکاک شده و نصب را آسانتر میکند. البته توجه داشته باشید که برای این روش، مجاری و شیارها باید به عنوان بخشی از طراحی شفت در محیط کار لحاظ شوند.
روش نصب | نصب مکانیکی (سرد) | نصب گرمایشی | نصب هیدرولیکی / تزریق روغن |
اندازه بلبرینگ | کوچک، متوسط | کوچک، متوسط، بزرگ | کوچک، متوسط، بزرگ |
نوع نشیمنگاه | استوانهای، مخروطی، بوش تبدیلی، بوش کششی | استوانهای | مخروطی، بوش تبدیلی، بوش کششی |
ابزار مورد استفاده | ابزار اتصالات، آچار ضربه ای، آچار قلابدار | هیترهای القایی، صفحات داغ، حمام روغن، اتاقک هوای گرم | مهره و پمپ هیدرولیکی، روش درایو آپ، تزریق روغن |